
Sustainability – it’s on everybody’s lips. The concept is more than 300 years old and goes back to the Saxon mining administrator Hans Carl von Carlowitz, who was calling for the forestry industry not to cut down more wood than would grow back as early as 1713. Today, in view of the climate crisis, sustainability is indispensable for all types of industrial production. “Sustainability is imperative. That is why we support our customers, with innovative products and solutions, in producing more efficiently and more sustainably,” explains Christoph Geiger, CTO of the IMA Schelling Group.
For wood, as a renewable resource and the material that is processed on many IMA Schelling plants, the late mining administrator’s demands still stand: use it sparingly. The IMA Schelling plants are optimised for sustainable consumption of all types of resources, be it material or energy.
The energy efficiency of a production plant, continuity in the flow of production, prevention of rejects, reduction of downtimes – these are all factors that improve overall equipment effectiveness (OEE), and therefore sustainability. “These factors have long been the guiding principle in the development and design of our plants,” Christoph Geiger explains.
Digitisation can be a path to ever more climate-neutral production. IMA Schelling offers its customers a variety of digital solutions for an optimised use of resources. The cross-Group software landscape aimi, for example, is used to control and monitor production. The program collects data and prepares it in a user-friendly manner; it controls production and integrates it communicatively into the specific production environment, which increases the efficiency of the manufacturing plants.
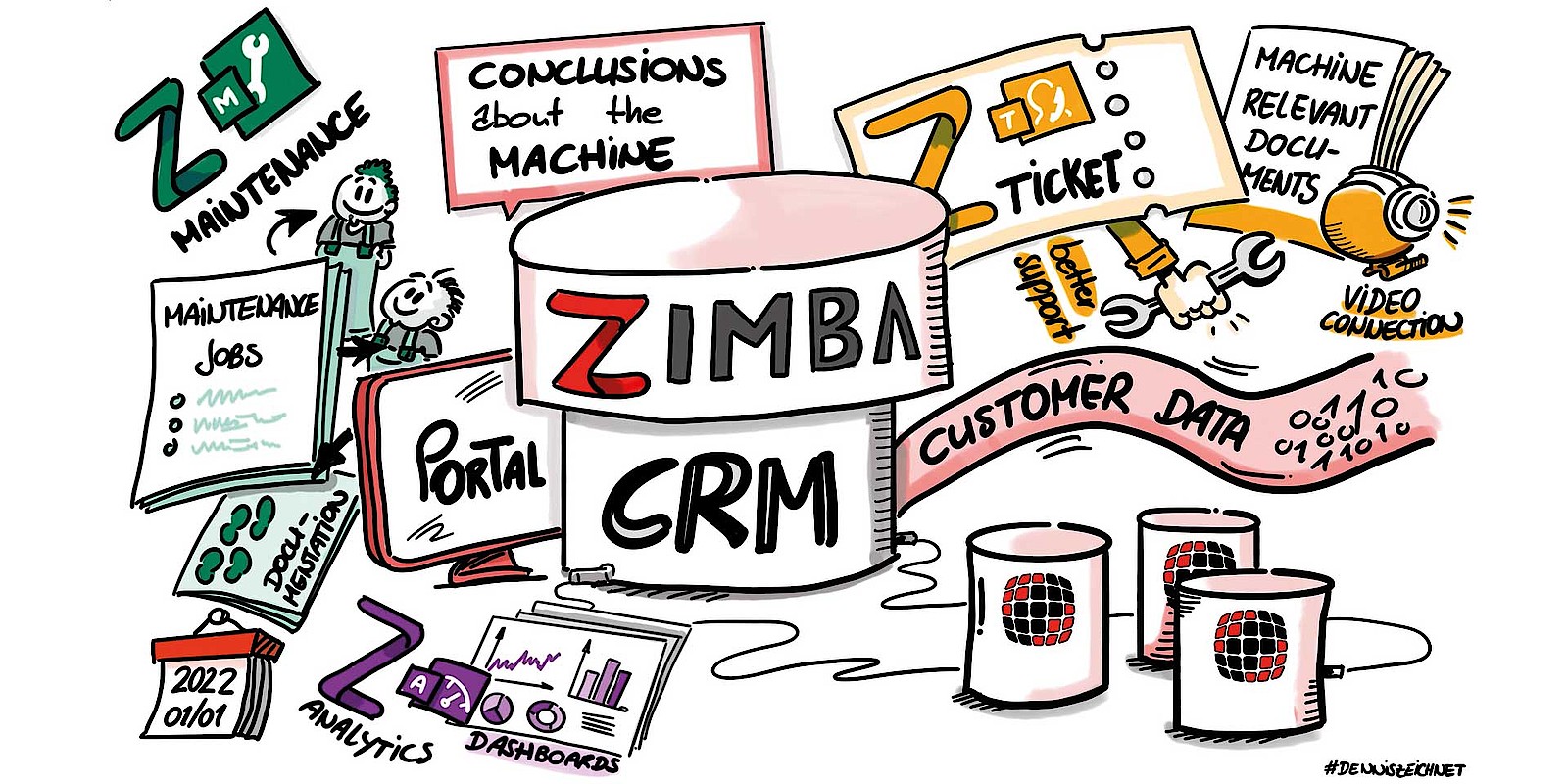
In the future, data processing will go one step further with the IIoT and service platform ZIMBA. It evaluates production data and gives customers targeted recommendations for efficient operation of the production chain and the most energy-efficient plant layout. This enables, for example, well-founded diagnosis of problems in production or predictive maintenance, which helps to schedule maintenance in advance, thereby minimising downtimes. Evaluation of the data by IMA Schelling also forms the basis for further optimisation of all machines and plants in order to make production even more resource-saving and energy-efficient.
But machine improvements and workflow optimisations also increase the efficiency of plants. Some 130 experts in IMA Schelling’s development team are constantly developing solutions for further improved production.
They put all aspects of production to the test and are always looking for the most sustainable option. Sustainability is also a decisive benchmark for all further and new developments by IMA Schelling. “Our engineers are constantly working to optimise our plants further in terms of efficiency and reduced consumption of resources,” Christoph Geiger explains.
Some examples:
ENERGY-EFFICIENT SERVO DRIVES
Servo drives with resource-saving single-cable technology enable dynamic positioning and travel-optimised machine adjustment, and achieve an efficiency of up to 97 percent. Designed as gantry or direct drives, the number of wearing parts is also significantly reduced.
LESS CONSUMPTION OF COMPRESSED AIR
Compressed air is one of the most expensive energy sources and is responsible for a tenth of industrial energy costs. That is why IMA Schelling has now switched all of its post-processing units that run synchronously with the feeder from pneumatic drives to linear drives. The effect is astonishing: the IMA Schelling engineers have done the maths based on a trimming unit. Assuming 30 cycles per minute, 378 litres of compressed air are required in the previous drive and 0.025 kWh of electrical energy in the linear drive – which actually corresponds to a saving of around 50 percent with the servo drive!
INTEGRATED PROCESS CALIBRATION
Quality control with integrated process calibration not only helps to prevent rejects in production, it also reduces the post-processing effort, which in turn saves resources.
OPTIMISED SUCTION
IMA Schelling has also improved the suction of chips and dust in wood processing. By optimising the flow in the suction system and modifying the design of the suction system, which is now only active when chips and dust accumulate, volume flow could be reduced by up to 70 percent, which brings about significant energy savings.