
Fully automatic production from the raw panel to the finished cabinet: At the end of the previous year, the company Reiss Büromöbel GmbH headquartered in Bad Liebenwerda, Brandenburg, commissioned a new furniture component production. The factory is located in the Lausitz district of Bad Liebenwerda, with a new panel processing installation from IMA Schelling at the heart of the factory to enable individualized production in batch size 1 assisted by ultramodern robotic sorting technology.
Reiss Büromöbel looks back on a long-standing, uninterrupted tradition in office furniture production. Today, the company whose founder invented the "Reiss-Brett“ (drawing board) fabricates office furniture for industrial corporations, health insurance agencies, schools and for the public authorities. In view of the digitalization of manufacturing and Industry 4.0, Reiss will invest about 30 million euros in the expansion of the two production sites. The goal is to concentrate the metal component production in the main factory in Bad Liebenwerda and to develop a specialised wood processing factory at the nearby new production site. The new building, which occupies an area of 12,500 square metres, comprises the fully automatic panel storage system, the production hall for individualized batch-size-1 production as well as the dispatch hall, office rooms, cafeteria and a showroom.
The investment has become necessary since the old double-side edgebander did not represent the state-of-the-art any longer: excessive setup times, too much manual work including handling and transport, insufficient flexibility. The new fabrication plant uses ultra-modern technologies and intelligent machines. No operator intervention is required until the assembly stage is reached. “The new panel processing installation allows us to operate in a much more flexible way and to respond faster to orders from customers. Moreover it enables us to offer office furniture that leaves almost nothing to be desired in terms of product variability, functionalities and decorative surfaces – while at the same time reducing delivery times,” says Henning Stratmann, project manager of Reiss's new wood processing plant.
The new batch-size-1 production line, consisting of an area storage system, a panel saw, a storage system for facultative parts and a circular edge processing cell as well as the required handling and conveyor systems, has been designed and constructed by the IMA Schelling Group. The concept developed by the specialist for high-end workcell solutions in the woodworking industry has raised the benchmark for edge processing on both quality and capacity and for modern robotic sorting technology. “The robots are not only extremely efficient. They are also visually attractive,” says Henning Stratmann who will be filled with pride when guiding customers through “his” production in the future.


Panel cutting for the new batch-size-1 production line is carried out on a Schelling panel saw of the ls 1 type. The degree of automation of the saw is 95 %. Only the setup of the cutting plans as well as the label reel change and saw blade change are carried out manually, “ Claudio Eugster, project manager of the IMA Schelling Group at the Schwarzach site, explains. Small remnants are taken out of the work flow by roller tables and a cross-transfer device. Large remnants are returned directly to the Schelling area storage system.
The panel supply to the saw is ensured by two storage systems: a large raw panel storage area (vs 16), where panels can stay for several months, and a small storage system for recurrent components (vs 8). The small storage system, which is located directly below the gantry feeder, is used to store so-called A items – parts that are needed frequently and in large quantities – for a short period of time. IMA Schelling has designed this storage and conveyor system for recurrent components specifically for Reiss because storing the A items in the large area storage system would have had some major disadvantages. The frequently used parts are now fed directly from one of the four homogeneous storage units.
The utilization of two storage systems gives Reiss a perfect mix of materials that can be rapidly fed to the saw and at the same time high flexibility due to the chaotic storage in the vs 16 and the remnant management. "Panels from the small storage system are carried to the saw in a very short time. With only one large storage system, it would take a lot longer,” Eugster explains. Also “urgent parts” – needed, for example, when priority must be given to the short-term production of three cabinets – can enter the work cell from the storage system for recurrent components. In such a case, two roller conveyors carry the parts from the storage system to the saw. This conveyor system allows pre-order picking for a one-day production consisting of carcase elements and fronts without having to store them in a buffer storage area. Hence the system for recurrent components also serves to decouple the processes in the event of malfunctions. Redundancy was another important issue regarding the design of the storage and panel cutting systems. Consequently not only two storage systems but also double label application have been implemented.
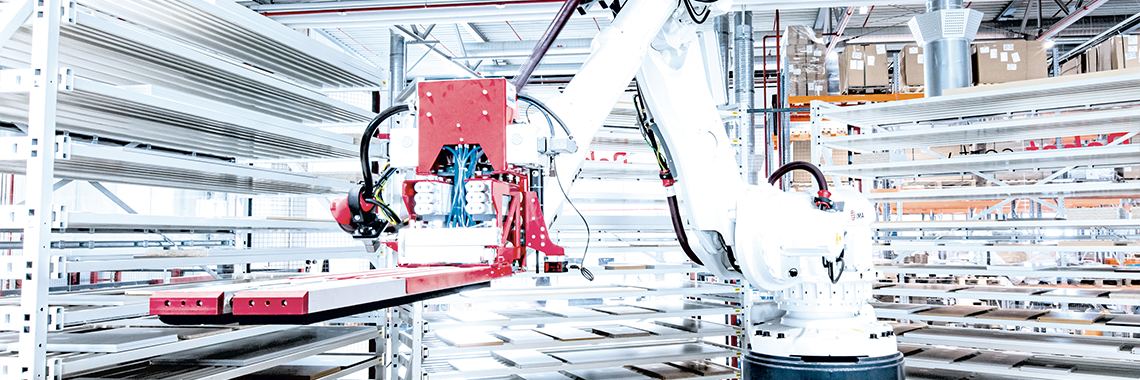
The first robotic sorting cell performs its work between the panel saw and the circular edge processing cell. A robot loads the workpieces – including facultative parts – into the sorting cell and takes them out of the cell in a predefined order. In this process, all parts with edge lengths up to 1300 mm are paired according to the intended sequence of operations before they enter the circular edge processing cell. This formation of product pairs increases the number of parts in a production run while the cycle rate stays the same. At the same time, the number of movements and hence the wear of the gantry feeder are reduced.
The workpieces are edge-banded on a single-side edgebander of the Novimat Systems type – using the glue or laser method as required. For its utilization in the Reiss office furniture production, the edgebander has been equipped with a larger grooving station. Laser edge banding is carried out by a 4.0 kW LDM diode laser. The edge-banded parts are carried by conveyor units to two additional robotic sorting cells. The robots load the parts into the sorting cell in the same order in which they come from the edge processing cell and take them out of the sorting cell in the same order in which they are going to be assembled. An upward-sloping conveyor then conveys the parts to the working height into the assembly line, starting with a combination 6-side drilling and milling machine from Priess & Horstmann. After all single components have been produced, the cabinet is pre-assembled. To this end, two carcase elements are automatically fed to the carcase press by a part feeding and turnover system; all other carcase elements, manually.
After that, the cabinets are placed in an upright position and then transferred via a plinth panel mounting station to the final assembly area. Here, all furniture fronts and shelves are machined by the drilling machine for fronts and shelves. The parts are automatically fed from the sorting cells and moved through the drilling and fittings insertion machine using a linear axis system. Eventually, an operator completes all furniture fronts and shelves and puts them into order picking trolleys.
In order to be able to achieve frictionless production, IMA Schelling has matched the production capacity of the panel saw with that of the circular edge processing cell, which affects the layout of cutting plans and processing speeds. Buffer storage systems between the individual operations are used to compensate for small differences.

“All our equipment is always commissioned at our premises before it is delivered to our customers. This has paid off especially during the installation of the Reiss plant,” Martin Hofmeier, the responsible project manager at the Lübbecke site of the IMA Schelling Group, explains. He adds: “The time needed for installation and commissioning was very short, just like the time it took to produce the first workpiece.”
Also Stratmann is very pleased with the current situation: “The part quality – specifically the dimensional accuracy of the edges – is substantially better than before and much less touch-up work is required. In addition to that, the commissioning of the storage system, the saw and the edge banding cell in June 2019 has already led to a significant reduction in the amount of logistics operations and to a substantial improvement in the efficiency of the working sequences. At that time, the production capacity of the new processing plant already exceeded that of the old plant although the cabinets still had to be assembled in the old factory.” Meanwhile also the construction of the new assembly line is complete, and the entire wood processing field is concentrated in the new factory in Lausitz. A second extended facility with another panel saw of the ls 1 type is s currently being planned.