
Vollautomatisch von der Rohplatte bis zum fertigen Schrank: Die Reiss Büromöbel GmbH aus Bad Liebenwerda nahm Anfang Oktober ihre neue Holzteilefertigung in Betrieb. Das im Ortsteil Lausitz gelegene Werk glänzt mit einer mit modernster Robotersortiertechnik ausgestatteten, auftragsbezogenen Losgröße-1-Anlage der IMA Schelling Group.
Reiss Büromöbel blickt auf eine lange, ununterbrochene Tradition in der Büromöbelfertigung zurück. Heute produziert das Unternehmen, dessen Gründer einst das „Reiss-Brett“ erfand, mit knapp 200 Mitarbeitern Büromöbel für Handwerksbetriebe und große Unternehmen aber auch für Krankenkassen, Schulen und Ämter. Im Hinblick auf die Digitalisierung der Produktion und Industrie 4.0 investiert Reiss bis 2022 rund 30 Millionen Euro in den Ausbau der beiden Firmenstandorte. Ziel ist die Konzentration der Metallteilfertigung am Stammsitz in Bad Liebenwerda und die Bündelung der gesamten Holzverarbeitung am nahegelegenen neuen Produktionsstandort. Der Neubau für die Holzbearbeitung umfasst auf 12.500 Quadratmetern das vollautomatische Plattenlager, die Produktionshalle mit der auftragsbezogenen Losgröße-1-Fertigung sowie Versandhalle, Büroräume, Cafeteria und Showroom.
Die Investitionen waren erforderlich geworden, da die alte doppelseitige Bekantungsanlage nicht mehr dem Stand der Technik entsprach: zu hoher Rüstaufwand, zu viele manuelle Tätigkeiten und Transporte, zu unflexibel. Die neue Fertigung setzt auf modernste Technologien und intelligente Maschinen. Bis zur Montage sind keinerlei manuelle Eingriffe erforderlich. „Mit der neuen Anlage können wir deutlich flexibler arbeiten und schneller auf Kundenaufträge reagieren. Überdies ermöglicht sie es uns nun Büromöbel anzubieten, die hinsichtlich Variantenreichtum, Funktionalitäten und Dekoren kaum einen Wunsch offenlassen – bei kürzeren Lieferzeiten als bisher“, sagt Henning Stratmann, der für die neue Holzbearbeitung zuständige Projektleiter bei Reiss.
Lieferant der neuen Losgröße-1-Produktionslinie bestehend aus Flächenlager, Säge, Kann-Teilelager und Kantenkreislauf sowie den erforderlichen Transport- und Handlingvorrichtungen ist die IMA Schelling Group. Das Konzept der Spezialisten für anspruchsvolle Anlagenlösungen in der holzbearbeitenden Industrie überzeugte durch eine höhere Leistung und Qualität bei der Kantenbearbeitung und die moderne Robotersortiertechnik. „Die Roboter sind nicht nur besonders effizient. Sie können sich auch sehen lassen“, so Henning Stratmann, der die Kunden des Unternehmens künftig voller Stolz durch „seine“ Produktion führen wird.


Der Zuschnitt der Teile für die neue Losgröße-1-Anlage erfolgt auf einer Schelling-Plattenaufteilanlage vom Typ ls 1. „Der Automatisierungsgrad der Säge beträgt 95 %. Lediglich die Erstellung der Schnittpläne, der Wechsel der Etikettenrollen sowie des Sägeblattes erfolgen manuell“, erklärt Claudio Eugster, Projektmanager bei der IMA Schelling Group am Standort Schwarzach. Das Ausschleusen von Kleinresten erfolgt automatisch über Rollentische und eine Winkelübergabe. Großreste laufen direkt wieder ins Schelling-Flächenlager zurück.
Beschickt wird die Säge aus zwei Lagern: einem großen Rohplattenlager (vs 16), in dem die Platten bis zu mehreren Monaten liegen können, und einem kleineren Lager (vs 8, Starkläuferportal). In dem kleinen Lager, das sich direkt unter dem Beschickungsportal befindet, werden sogenannte A-Materialen, die sehr häufig und in großen Mengen benötigt werden, für kurze Zeit eingelagert. IMA Schelling konzipierte diese Starkläuferstrecke eigens für Reiss, da eine Einlagerung der A-Materialien im großen Flächenlager ungünstig gewesen wäre. Die häufig verwendeten Materialien werden nun direkt aus einem der vier sortenreinen Einlagerplätzen beschickt.
Da zwei Lager verwendet werden, ergibt sich für Reiss ein idealer Mix aus Materialien, die schnell der Säge zugeführt werden können, sowie zugleich eine hohe Flexibilität durch die chaotische Lagerung im vs 16 und die Resteverwaltung. „Plattenmaterialien aus dem kleinen Lager sind viel schneller an der Säge, als wenn wir sie aus dem großen Lager bereitstellen müssten“, erläutert Eugster. Auch Material für „Schnellschüsse“ – wenn beispielsweise kurzfristig die Produktion von drei Schränken vorgezogen werden müsse – könne über das Starkläuferportal in den Prozess geschleust werden. Dies erfolgt über zwei Rollbahnen zwischen Lager und Säge. Auf ihnen lässt sich eine komplette Tagesproduktion aus Korpus- und Frontteilen vorkommissionieren, ohne sie zwischenlagern zu müssen. Damit dient die Starkläuferstrecke auch der Entkoppelung des Prozesses bei Störungen. Bei der Konzeption von Lager und Zuschnitt war Redundanz ein wichtiges Thema. Daher wurden nicht nur zwei Lager vorgesehen, sondern auch eine doppelte Etikettierung.
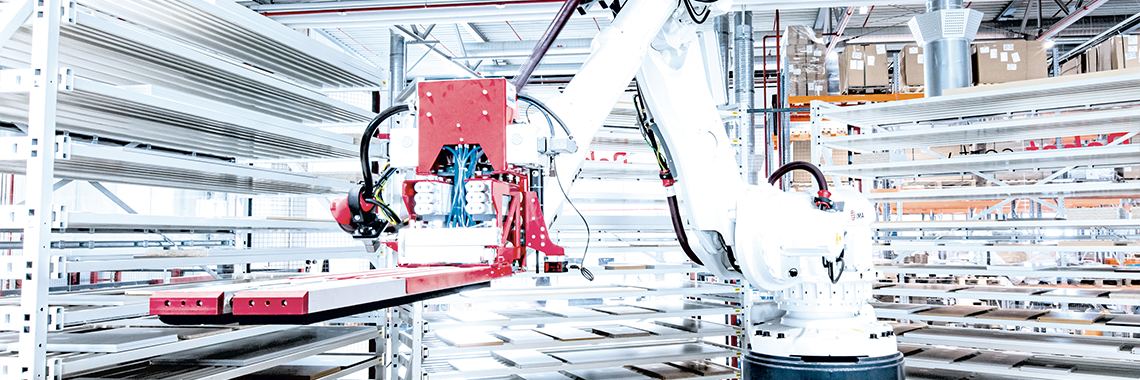
Die erste Robotersortierzelle verrichtet ihre Arbeit zwischen Säge und Kantenkreislauf. Hier lagert ein Roboter die Werkstücke – auch Kannteile – in eine Sortierzelle ein und nach einer vorgegebenen Reihenfolge wieder aus. Dabei werden alle Teile mit Kantenlängen bis 1.300 Millimetern gemäß ihrer Bearbeitungsreihenfolge vor dem Kantenkreislauf verpaart. Diese Paarbildung steigert den Teiledurchsatz und senkt dabei die Taktzahl. Gleichzeitig werden die Bewegungen und damit der Verschleiß des Beschickungsportals reduziert.
Die Bekantung der Werkstücke erfolgt auf einer einseitigen Kantenanleimmaschine vom Typ Novimat Systems – wahlweise mit Leim oder Laser. Für ihren Einsatz in der Büromöbelfertigung bei Reiss wurde sie mit einem größeren Nutbereich ausgestattet. Die Laserbekantung übernimmt ein LDM 4,0 kW Diodenlaser. Die bekanteten Werkstücke laufen über Transportelemente zu zwei weiteren Robotersortierzellen. Hier lagern die Roboter die Teile in der Reihenfolge ein, wie sie aus der Bekantung kommen, und geben sie in der Montagereihenfolge wieder aus. Eine schräg gestellte Transporteinrichtung fördert die Werkstücke anschließend auf Arbeitshöhe in die Montagelinie, beginnend mit einer kombinierten 6-Seitenbohr- und Fräsmaschine von Priess & Horstmann. Nach der Einzelteilbearbeitung folgt die Zusammensetzung des Schrankes. Dafür werden zwei Korpusteile über eine Zuführ- und Wendeeinrichtung der Korpuspresse automatisch zugeführt, alle weiteren Korpusteile manuell.
Im Anschluss werden die Schränke aufgerichtet und über eine Sockelmontagestation in die Endmontage gefördert. Dort werden in der Frontenbohrmaschine alle Möbelfronten und Einlegeböden bearbeitet. Der Einlauf erfolgt automatisch aus den Sortierzellen, die Werkstücke werden über ein Linearachsensystem durch die Bohr- und Beschlagsetzstationen gefördert. Abschließend werden die bearbeiteten Fronten und Einlegeböden durch einen Mitarbeiter komplettiert und in Frontenwagen kommissioniert.
Um einen möglichst reibungslosen Fertigungsablauf garantieren zu können, stimmte IMA Schelling die Leistungen von Säge und Kantenkreislauf hinsichtlich Schnittplangestaltung und Bearbeitungsgeschwindigkeiten auf einander ab. Materialpuffer zwischen den einzelnen Arbeitsgängen dienen dem Ausgleich kleiner Unterschiede.

„Grundsätzlich nehmen wir alle Anlagen vor der Auslieferung an unsere Kunden bereits bei uns im Werk in Betrieb. Dies hat sich ganz besonders bei der Aufstellung der Reiss-Anlage bezahlt gemacht“, erklärt Martin Hofmeier, zuständiger Projektleiter bei der IMA Schelling Group am Standort Lübbecke und ergänzt: „Die für Montage und Inbetriebnahme benötigte Zeit war sehr kurz, genauso wie die Anlaufkurve bis zum ersten Werkstück.“
Auch Stratmann zieht eine erste positive Bilanz: „Die Teilequalität – insbesondere die Präzision der Kanten – ist wesentlich besser als früher und der Nachbearbeitungsaufwand viel geringer. Zudem hat sich bereits nach Inbetriebnahme von Lager, Säge und Bekantung im Juni 2019 der Logistikaufwand erheblich reduziert und die Effizienz der Arbeitsabläufe deutlich verbessert. Die neue Anlage übertraf damals bereits die Leistung der alten Anlage, obwohl wir zunächst noch im alten Werk montieren mussten.“ Inzwischen steht auch die Montagelinie und die gesamte Holzfertigung konzentriert sich am neuen Standort in Lausitz. Eine zweite Ausbaustufe mit einer weiteren Plattenaufteilanlage vom Typ ls 1 ist bereits geplant.