
Cut individual Panels efficiently
The trend towards individualisation continues to progress in the furniture industry. This poses some challenges for manufacturers.
How do you manufacture the smallest batch sizes economically? IMA Schelling has developed specialised concepts for fully automatic batch-size-one production.
WHAT SOLUTIONS DOES IMA SCHELLING OFFER FOR FULLY AUTOMATIC BATCH-SIZE-ONE PRODUCTION?
ALEXANDER WALCH FROM SYSTEMS ENGINEERING EXPLAINS
With the increasing individualisation in industrial production, the need for fully automatic, interlinked batch-size-one production is on the rise. How has IMA Schelling responded to this development?
We are meeting this trend with individually configurable cutting concepts which are divided into four basic performance classes. An analysis of our customers’ actual productions has revealed what we already knew: there is no one suitable cutting solution for every edge processing plant. The performances vary between 9 and 20 parts per minute.
This is not only due to the combined machines and transport equipment, but also to the range of parts produced and the raw boards used. For example, classic half-formats (2,800 x 2,100 mm) are used in Europe, while in China the much smaller 8 x 4-foot boards (2,440 x 1,220 mm) are used, and they are much more difficult to cut to size.

What was the conclusion of your analysis?
We have developed an extensive modular system based on proven technologies. By intelligently combining the various modules, we can create individual batch-size-one cutting concepts for outputs between 8 and 20 parts per minute, which meet the requirements and needs of our customers and can be easily integrated into each production environment. The most powerful of these is the hl1 machine concept. It combines a rip-cut saw with pressure-beam technology for the production of strips from the raw board and a cross-cut saw that produces workpieces from the strips.
What capacities can be processed with this concept?
The high-performance cut hl1 can achieve an output of 3,000 to 6,000 parts per shift. We had found that there were no suitable cutting concepts in this performance class. In the past, many – if they had the space – made do with several plants of lower performance classes. In our opinion, however, that makes just as little sense as sending every single container of goods from China across the sea one by one. We therefore wanted, sticking with the metaphor, to develop one large, powerful container freighter for high-performance cutting.
What are the special features of this powerful concept, the hl1 cut?
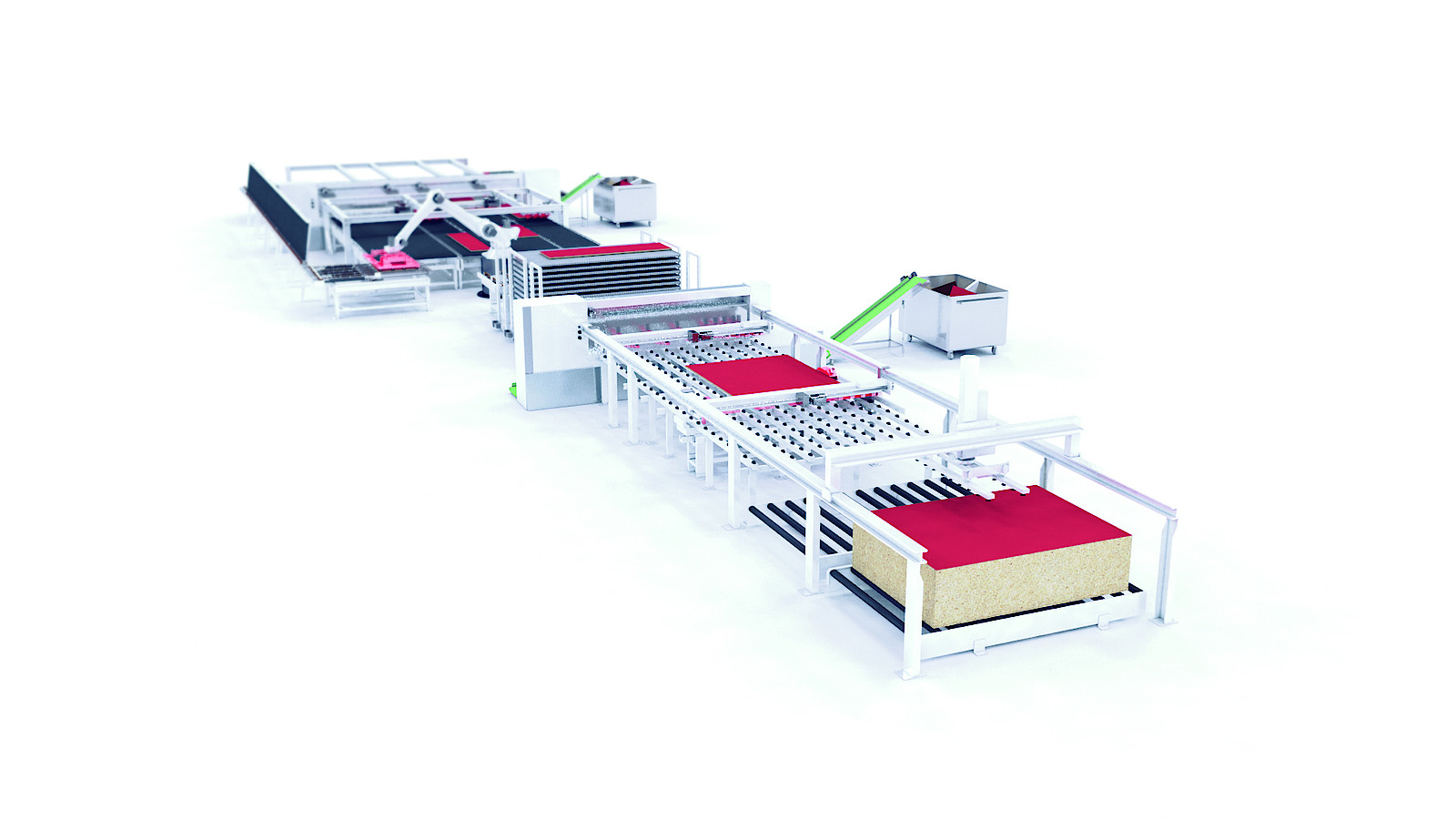
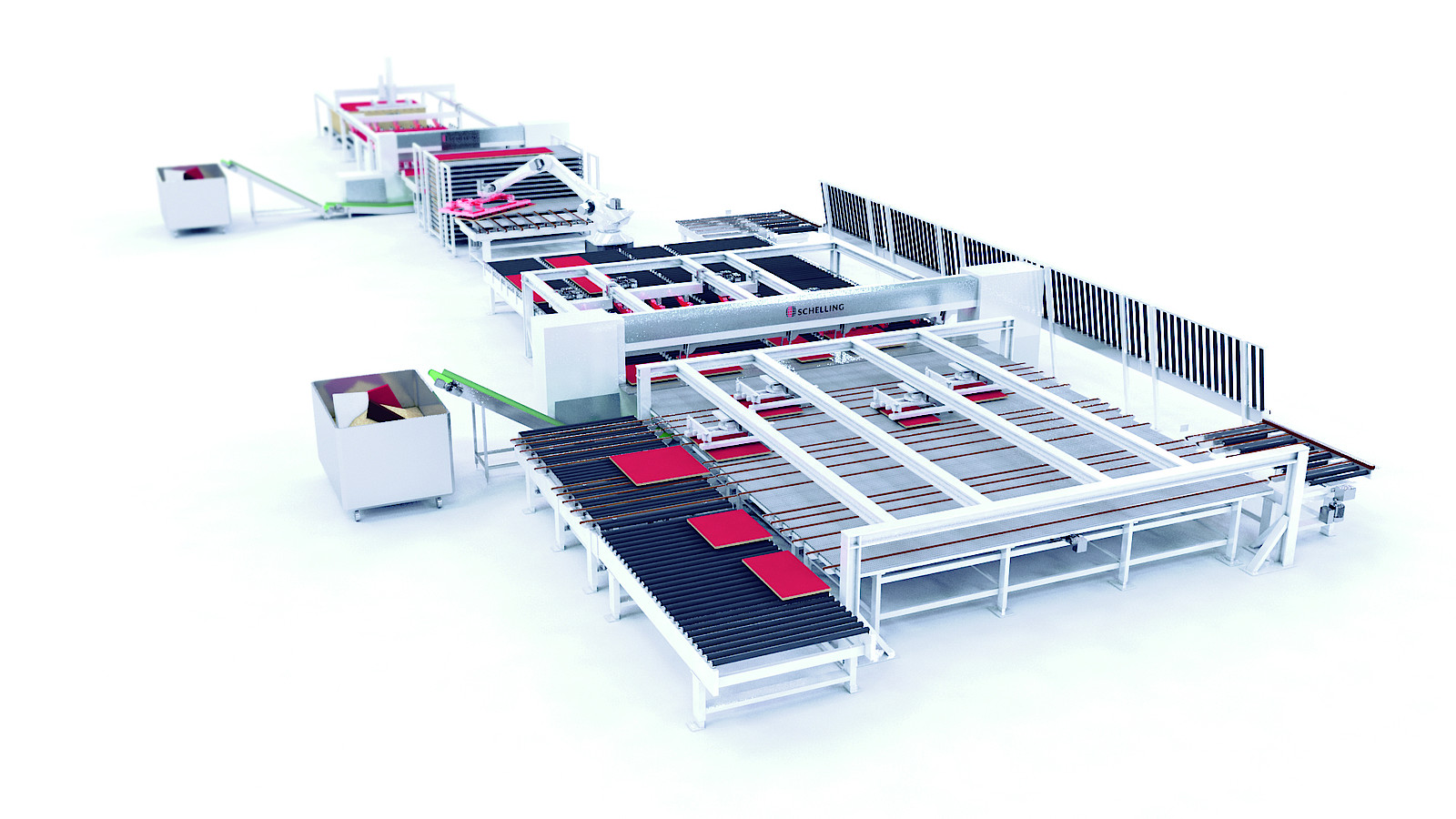
The start of production should be familiar to IMA Schelling customers: the raw boards, mostly half-formats in Europe, are provided as homogeneous or pre-commissioned stacks and fed individually to the rip-cut saw via a vacuum feeder. As production continues, some additional components significantly increase performance. We placed a chipping unit in front of the rip-cut saw, which saves the cross-cut saw a cut on each strip, making it faster. At the same time, two alternating feeders in the rip-cut saw ensure quick board changes and therefore faster cutting of strips. A strip buffer with a capacity of up to 15 strips ensures a power balance between the rip-cut saw and the cross-cut saw.
And what are the other performance-enhancing components?
As a further speed-enhancing measure, the cross-cut saw is equipped with four parallel, independent feeders. These are equipped with separate angular stops on the reference line and enable reliable, simultaneous cross-cutting of four strips, which then come together on a common cross-cut saw line. In this way, four workpieces can be produced every twelve seconds. After the cross-cut saw, extraction units remove the finished workpieces and rotate them to the orientation required for the next process. Workpieces that require a re-cut are returned in an upright position via a return line and fed back to the cross-cut saw. In this way, the hl1 can generate up to 16 workpieces per minute, including 3rd-phase-cuts, starting from half formats – without restrictions on the component dimensions.
What does IMA Schelling have to offer for its customers in the lower performance classes?
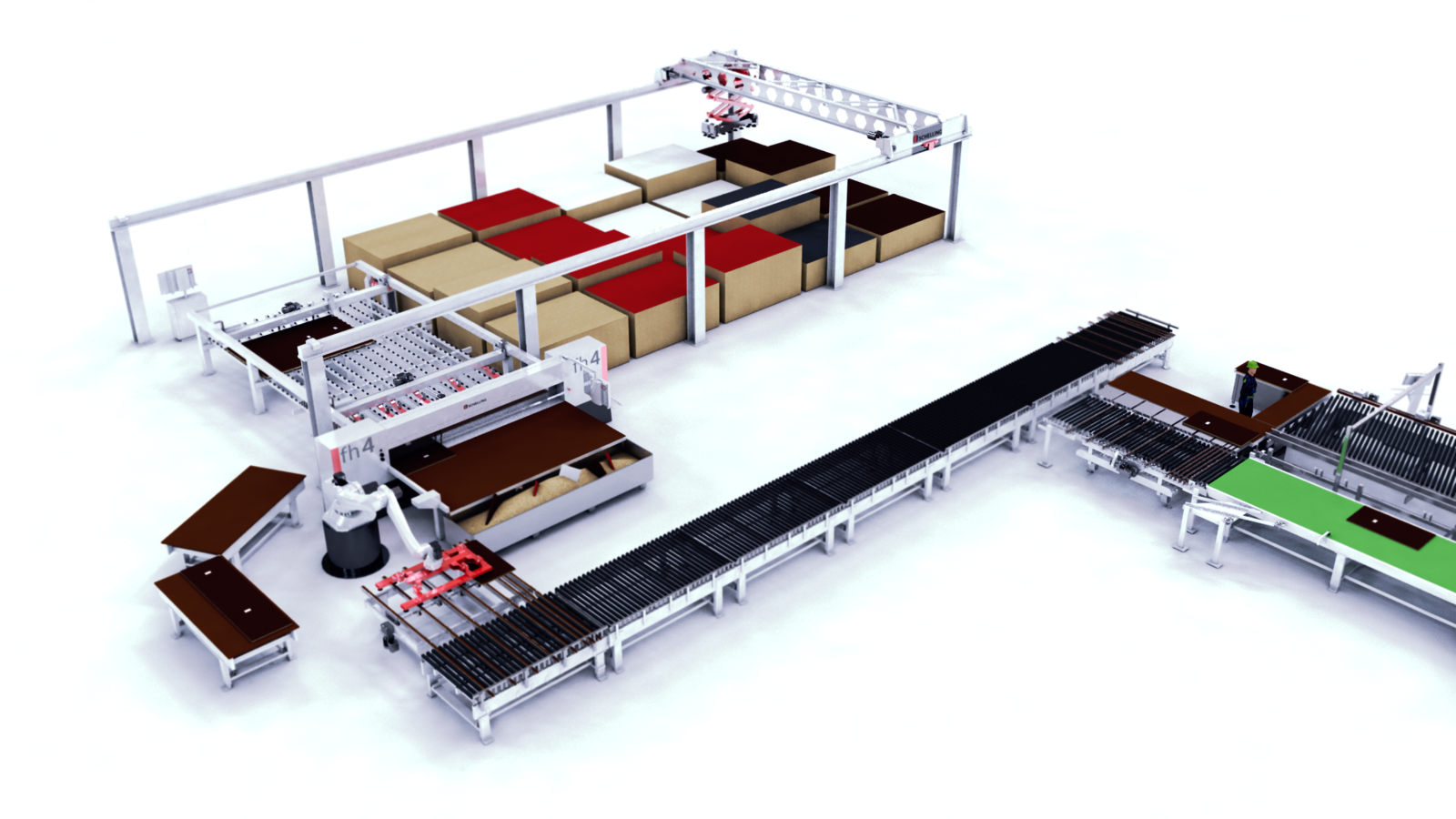
The version of the hl1 presented here is our highest-performing variant – but just one of many. The fh 4 cutting concept is recommended for performance class 1 with an output of 500 to 800 parts per shift. A manual saw is combined with an area storage system, which we have recently installed above the cutting part to save space. For production with an output of 800 to 1,500 parts per shift (performance class 2), we offer two cutting technologies: the ls 1 with circular-saw technology and a concentricity concept, and the Performance.cut with milling technology for the special processing of milling or notches.
What about a specific offer for outputs of up to 3,000 parts?
The Combi.cut is ideal for this. It integrates both sawing and milling in one cutting system. The boards are first sawn into strips on a modified fh 4 and then finished on a Performance.cut equipped with up to five spindles and an automatic tool changer. In this way, highly flexible cutting patterns can be implemented and additional processing can be integrated directly into the cutting process. This saves space, time and money.